
作为国内领先的APS生产管理与物料控制软件原厂商, 永凯APS一直坚持自主开发,最大限度地帮助生产制造型企业降低生产成本, 最终提高整个企业的生产及管理效率。在永凯APS多年来丰富实践的基础上, 永凯APS在 五金行业、家电行业、模具行业、化工行业、注塑行业、机械行业、电子行业、钢铁行业、食品行业、汽车行业、医药行业 等生产制造领域形成了一系列APS行业解决方案。 同时,各个制造领域成功应用的行业实践也证明了 永凯APS生产管理与物料控制行业解决方案是成熟高效的,完全可以大大改善企业的生产和管理效率。

永凯多年以来坚持不懈,为不同行业提供专业的精益生产管理与物料控制解决方案。 有着丰富的成功导入业绩,截止2016年6月, 永凯APS已被1112 家制造工厂成功导入。 请看下面各行业类型的导入业绩比率表。
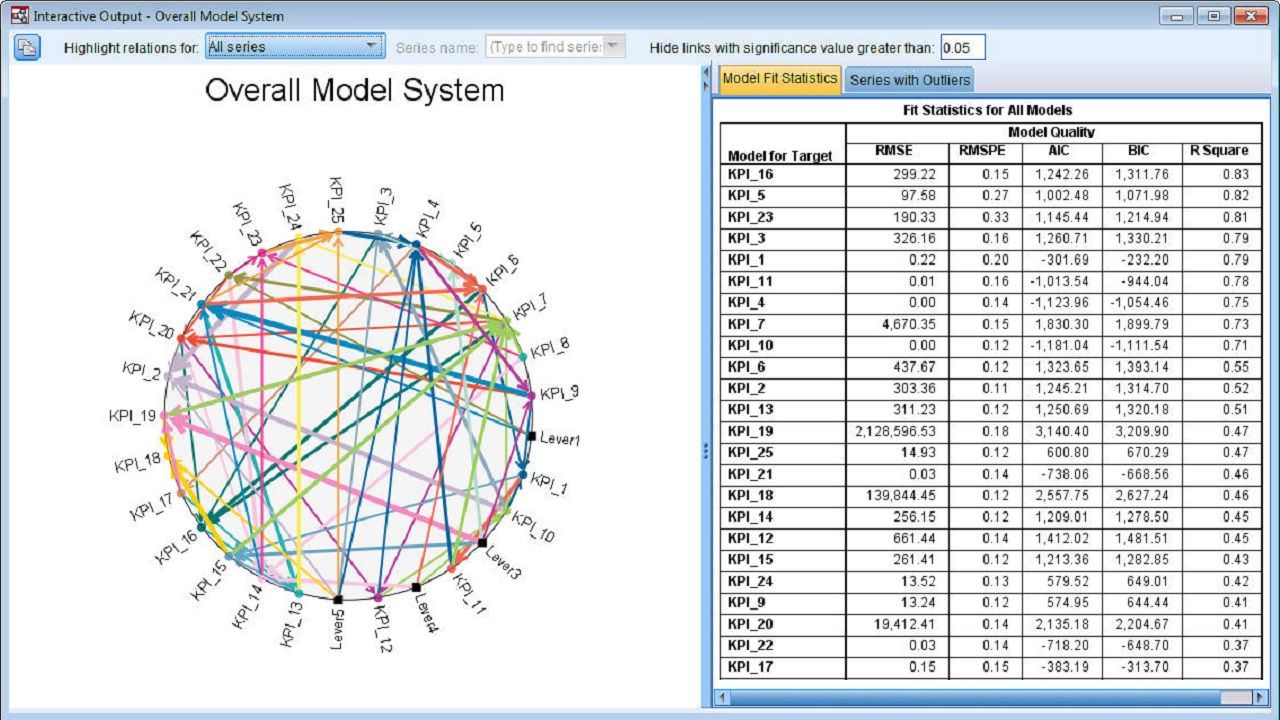
APS的生产计划与排程运用研究之模型的类型
发布时间:2019年9月11日 来源:永凯软件
1、离散工序建模
-资源建模:资源可以定义设备、工装、人力、物料等。资源组可以是集群资源组,包含相似可替换资源组成。也可以是单元资源组,包含设备、工装、人员、物料等。资源组可以包括多个资源,也可以特别制定关键资源。
-工序建模:工序所需的资源、工装、人力、物料等
-工艺建模:由多个工序组成,并形成各类衔接关系。如顺序、平行、重叠。或尾一头E-S、尾—尾E-E、头一尾S-E和头一头S-S关系。
-工序规则:主要分四类规则,如
(1)作业下达规则使用户能够控制下达这些同步作业的顺序,如解决哪个订单先下达,如按交货期,优先级等。
(2)顺序规则如当资源不够用时, 生产订单和负荷在排队,解决排队的顺序,如最小加工时间,最小工序数等。
(3)选择规则是当资源需要动态选择加工时,也就是对顺序规则从新选择时,如最小准备时间规则等。
(4)资源组成员选择规则是当须选择多个资源,替代资源时,如最小资源利用率资源等。
尤其是在前后工序规则冲突时加权优化的算法规则。

2、精益单元Cell线建模
对于混线单元(mixed cell)可以通过TAKT时间和多个品种的平均时间间隔来排定多品种的均衡顺序.
对于换模单元(multiple cell),可以通过自定义的规则如换模C/O最小化来优化多品种顺序。
3、装配线建模
产品结构如何把这些装配物料分配装配工位,即BOP(Bill of Posision) 工位物料清单。为了能柔性重构装配线,必须模块化工位资源。即先把装配部件分配到装配工位上,再根据产品把装配工位再分配到固定或重构的装配线。
装配线排序的约束规则:
在同一单元内安排的产品差异性最小。客户订单交货期的约束。装配线本身固有的节拍约束。装配线与子装配线或子工艺之间的固有约束规则。物料齐套的约束规则。还有可用量约束、高于预测的紧急要货量、供应商的供货能力、交货周期的约束、自制件的生产周期约束等等。
4、整体嵌套建模
同时考虑多个总装配线、多个子装配线、多个子单元线、多个子工序嵌套式建模。
标签:aps,生产计划,排程
声明:部分文字摘于网络,如有侵权请联系我们。
标签:
热门标签更多


 永凯APS微信公众号
永凯APS微信公众号